
Why Tier-1 auto suppliers in Mexico are now treating mixed-fleet AMR rollouts as a two-hour deployment decision, not a months-long integration project.
May 26, 2026 | About 11 minutes read
If you had told a Tier-1 auto parts plant manager in 2019 that a fleet of ten autonomous mobile robots could be brought live on a working production floor in a single morning, without any magnetic tape on the ground, without QR codes on the columns, and running in the same aisles as other-brand AGVs from day one, the answer would have been a polite no. AMR projects in automotive supply were measured in months. They came with floor preparation crews, with consultant integration weeks, and with a separate aisle plan if more than one robot vendor was involved.
That is the part that has actually changed, and it is changing fastest in the place under the most operational pressure right now: Mexico, the nearshoring frontline for North American auto supply. A recent deployment at a global automotive seating leader’s Mexico plant, a Tier-1 supplier with about a third of the global automotive seating market and operations in twenty-nine countries, illustrates the new shape of the conversation. Ten PUDU T300 industrial autonomous mobile robots were brought live in roughly two hours. No magnetic guideways. No QR-code scaffolding. Mixed-fleet running with the plant’s existing other-brand AGVs from the first shift.
Two hours, ten robots, three areas (raw materials warehouse, processing workshop, finished-goods staging), and an operational outcome that the plant could measure inside one week: the long-distance transport workload that had previously absorbed more than fifteen operators was now being handled continuously by the AMR fleet. That is the part of the deployment pattern that matters to procurement, more than any single feature on the spec sheet.
Why Tier-1 auto parts plants in Mexico are quietly accelerating AMR rollouts
Two trends are colliding. First, Mexico’s auto-parts sector has spent three years absorbing nearshoring volume, with industry trackers including INEGI and INA (Industria Nacional de Autopartes) reporting record auto-parts production and export levels through 2024 and into 2025. The factories absorbing that volume are not greenfield. They are operating plants in San Luis Potosi, Saltillo, Aguascalientes, Queretaro, and around Monterrey, taking on more SKUs, faster takt times, and tighter delivery windows without proportionally larger floor space.
Second, the labor side is no longer absorbing the gap. Industry surveys covering Mexican manufacturing through 2024 have documented persistent operator turnover and rising wage cost in the auto-parts corridor, with long-haul intra-plant transport tasks (raw material to line, line to staging, staging to outbound) absorbing operator headcount that would be more productive on actual assembly work. Tier-1 plant managers are not asking whether to automate that transport layer; they are asking how fast a deployment can be brought online, and whether it has to be a single-vendor world.
That is what made the Mexico deployment at the global seating leader’s facility interesting beyond a single procurement decision. It answers both questions with operational evidence, not vendor promises.
The deployment pattern: 10 T300 robots, three areas, one continuous flow
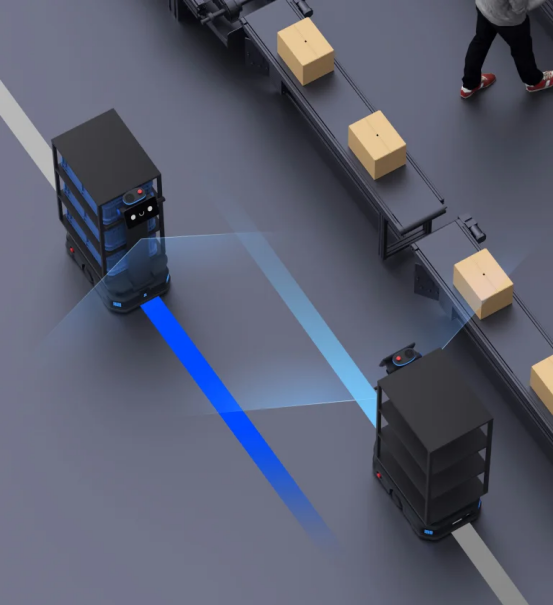
Figure 1. Industrial AMR moving a parts shelf along a defined route, the workflow pattern used in raw-material to processing and to finished-goods staging transport.
Ten PUDU T300 industrial autonomous mobile robots were deployed in the plant’s raw materials warehouse, processing workshop, and finished-goods outbound staging area. The task scope covers two of the most common Tier-1 intralogistics primitives: in-place jacking lift of staged racks and shelves, and tow / traction of larger material carts. Robots run continuously, autonomously handling material transfer between the three areas, with operators repositioned to higher-value work instead of long-haul push-cart trips.
The headline operational outcome is straightforward to describe: the long-distance transport burden that had been absorbing more than fifteen operators is now being handled by the fleet. That is not a labor-elimination story. It is a labor-redeployment story, which is how Tier-1 plant managers actually frame it to the workforce: stop walking parts across the plant, start staying on the line.
The two-hour deployment is the part that changed the conversation
The deployment timeline is the single number that most often produces a double-take from people who have run AMR projects before. Two hours, from arrival to live production running, with all ten robots. No magnetic tape. No QR codes on columns. No floor markings beyond what the plant already had.
Operationally, the reason this is possible is positioning technology that does not require infrastructure on the ground. The robots build and reuse a map of the plant from their onboard sensors. Routes are configured against that map, not against external markers. A Tier-1 plant that is constantly reconfiguring lines, opening up new staging areas, or moving WIP zones in response to a new customer ramp can keep the AMR fleet useful across those reconfigurations, because the cost of remapping or rerouting is hours of work, not weeks of work.
Buyers reading this should understand the procurement implication directly: a two-hour first deployment means a per-site rollout that is no longer the long pole of the project plan. The constraint shifts to workflow design and change management, both of which are problems Tier-1 operations teams already know how to handle. It also means the same fleet can be redeployed to a second area or even a second plant on a similar timeline, instead of being treated as a fixed asset bound to one floor plan.
Mixed-fleet running with other-brand AGVs is now a hard requirement

Figure 2. Compact-footprint industrial AMR sharing plant aisles with operators and other vehicles, the mixed-traffic environment that defines real Tier-1 floors.
The second number that changes the conversation is also operational, not feature-list. From the first shift, the T300 fleet ran in mixed traffic with the plant’s existing other-brand AGVs in the same aisles. That is a sensitivity test that most buyers ignore until they hit it: real Tier-1 plants are heterogeneous. There is already an AGV vendor on site. There is a forklift fleet. There is foot traffic. The cost of demanding a single-vendor aisle plan is, in practice, the cost of saying no to the deployment.
The capability that enables mixed-fleet running here is layered perception, not a single sensor: upward-facing RGBD for suspended obstacles such as overhead conveyors or extruded structures, downward-facing RGBD for low obstacles and floor irregularities, plus two lidars covering the surround. That stack reads other vehicles and people the same way it reads the rest of the environment, regardless of brand, regardless of size class, and regardless of whether the other vehicle is following a magnetic line or moving freely. Procurement teams should not treat mixed-fleet running as a future feature; it should be a present-tense entry requirement when the buyer’s plant already has an AGV vendor in place.
Four operational features of Tier-1 auto parts plants that shape robot selection
Pudu Robotics field engineering has now installed more than one hundred T-series industrial robots into auto-parts and electronics manufacturing environments across multiple countries. Four patterns repeat in nearly every Tier-1 site, and each one changes the calculus for what kind of AMR fits.
1. The plant is not greenfield, the calendar is not flexible
Nearshoring volume in Mexico is landing in operating plants that are already running. Tier-1 procurement teams cannot stop production for a three-month integration. Deployment timelines measured in hours, not months, are not a luxury; they are the only kind of deployment timeline that survives the plant calendar.
2. Floor markings are already a contested resource
Tier-1 floors are full of pedestrian zones, AGV lanes from the incumbent vendor, forklift paths, safety markings, and visual management cues. Adding a second layer of magnetic tape or QR codes is rarely welcomed, and is sometimes flatly refused by EHS. Infrastructure-free positioning is the path of least resistance with the people who actually approve the deployment.
3. The existing AGV vendor is a fact, not a variable
Most Tier-1 plants in the auto-parts corridor already have an installed AGV base for at least one workflow. Telling those plants to rip and replace is not how procurement actually behaves. Mixed-fleet running is the procurement-friendly default. The implication for buyers: ask the vendor exactly what mixed-fleet scenario they have validated, not what the marketing page says is possible.
4. The pay-off is operator redeployment, not headcount cut
The credible business case at Tier-1 plants is moving operator hours away from long-haul push-cart transport and back to value-adding line work. It is faster to defend politically with the workforce, easier to budget against attrition, and more honest about what an AMR fleet actually does. Procurement should frame the project that way from day one rather than retrofit it after launch.
Workflows in a Tier-1 auto parts plant that fit a low-payload industrial AMR
Once you accept that the entry point is one continuous flow rather than a heroic single-loop installation, the next question is which workflows. The matrix below summarizes the workflows where a 300 kg-class low-profile industrial robot with jacking-lift and traction capability fits cleanly in a Tier-1 auto parts environment.
| Workflow | Typical load | Fit for a 300 kg-class low-profile AMR | Why |
| Raw material to line side delivery | Pallet / shelf, 50-300 kg | Strong | High-frequency, recurring, route stable across shifts; the canonical entry workflow. |
| Line to finished-goods staging transfer | Finished parts on rack, 50-300 kg | Strong | Continuous flow with the inbound loop; closes the in-plant cycle. |
| Empty rack / dunnage / tote return | Empty rack, 5-50 kg | Strong | Combines naturally with the delivery loop into a closed cycle. |
| Cart / trolley traction between buffers | Cart with mixed material, 100-400 kg | Good | T300 traction capability covers this when load on cart is in spec. |
| Inter-process WIP transport between major cells | WIP racks, 200-500+ kg | Project-dependent | Higher integration cost; better tackled after the entry flow has paid back. |
| Heavy press / die movement, hazardous chemical transport | 500+ kg, hazardous | Out of scope | Use purpose-built equipment with appropriate certifications. |
Table 1. Workflow-fit matrix for a low-payload industrial AMR in a Tier-1 auto parts plant.
The first four rows are the natural entry workflows. They share four properties that make them safe first projects: predictable load sizes, standardized handoff points, repeatable timing, and a sales-and-operations narrative that the plant manager can explain to the operations VP in one sentence. The Mexico Tier-1 deployment lands directly in those rows.
What the T300 contributes operationally

Figure 3. Industrial AMR using a jacking lift to transfer a parts rack, the same mechanism used in the Tier-1 plant raw-material delivery loop.
The PUDU T300 is built for exactly the constraints described above: a 300 kg payload class with a low profile, flexible VSLAM positioning that does not require magnetic tape or reflectors, layered perception combining upward and downward RGBD with dual lidar for mixed-fleet safety, around 60 cm path clearance, an ISO 3691-4 conformant safety design, and 24/7 operation. The combination matches the floor a Tier-1 auto parts plant actually has.
In the Mexico deployment, the operationally interesting capability is the speed at which the same robot supports both the jacking-lift and the traction primitives. The fleet does not need different vehicle classes for picking up a staged rack and for pulling a larger material cart. One vehicle, two primitives, three areas, one continuous flow. That is what kept the deployment to two hours and what makes the labor-redeployment math survive the first quarter on the floor.
Where Pudu Robotics fits in the global industrial AMR landscape
Tier-1 procurement teams reasonably want to know who they are buying from before they roll a fleet into a production plant. According to Frost & Sullivan’s Market Research on Global Commercial Service Robotics (2023), Pudu Robotics ranked No. 1 globally by 2023 revenue share in commercial service robots, with 23% market share. KEENON Robotics held 11%, Gausium 8%. For an automotive Tier-1 buyer, that signal matters as a deployment-base signal: the vendor has the install base to harden product, the service depth to support multi-site operations, and the engineering capacity to keep iterating on workflows that smaller vendors cannot sustain.
Inside that portfolio, the T-series industrial robots are the entry point for manufacturing environments rather than hospitality or retail, which keeps the conversation operationally focused: payload, clearance, ISO 3691-4, layered perception, mixed-fleet running, and integrator-led multi-plant rollout.
What Tier-1 procurement teams should evaluate next
If the deployment pattern described in this article fits your plant, the most useful next step is not an enterprise RFP for a logistics-automation platform. It is a single-plant validation against the raw-material to line and line to staging flow, with an explicit replication plan to additional Mexico (and broader USMCA) plants if the validation passes.
From there, four questions decide whether a low-profile industrial AMR like PUDU T300 belongs in the workflow:
– Is the deployment vendor willing to commit to a measured hours-not-months first-site go-live on a working production floor, without magnetic tape or QR-code preparation?
– Has the vendor validated mixed-fleet running with the specific other-brand AGV already on your site, in a comparable Tier-1 environment?
– What is the workflow-redeployment story for operators currently absorbing long-haul transport tasks, and is it defensible in the local labor environment?
– What is the vendor’s regional service footprint and integrator network in Mexico and across the USMCA plants you intend to roll out next?
The answers tend to resolve into a tight first project per plant, not an enterprise platform purchase. That is the right shape for an industry where one validated flow can replicate across many similar floors at near-greenfield speed.
FAQ
Is two hours to live deployment realistic across other Tier-1 plants?
It is realistic for plants where the entry workflow is well-defined (raw material to line, line to staging, empty rack return) and the AMR vendor is using infrastructure-free positioning. Plants that demand bespoke workflow design or that require deep integration with a custom MES from day one will see longer first-site timelines.
Will the AMR fleet actually coexist with our existing AGV vendor?
Mixed-fleet running with other-brand AGVs is achievable when the AMR uses layered perception (upward and downward RGBD plus lidar) to read other vehicles as obstacles in real time, independent of how those vehicles are themselves guided. Ask the vendor for a validated case in a comparable plant before signing.
How many robots is the right number to start with at a Tier-1 plant?
Start with the number that covers the operator headcount currently absorbing long-haul transport in the entry workflow, not the maximum the vendor can quote. In Tier-1 auto-parts plants this often lands at 6-12 robots for a first deployment when the flow includes raw material, processing, and staging. Larger plants and multi-shift sites can validate higher numbers from the start.
Does this replace operators?
The credible business case is operator redeployment: moving operator hours from long-haul push-cart transport to value-adding line work, and absorbing the gap through attrition rather than displacement. Framing the project as labor elimination tends to be less defensible politically and rarely matches what actually happens on the floor.
How should we evaluate vendors beyond the spec sheet?
Three checks tend to separate viable vendors from optimistic ones: an on-site obstacle and clearance walkthrough at the worst-case aisle, a documented mixed-fleet running case with the AGV vendor already on your site, and a USMCA service-coverage plan covering response time, spare parts, software updates, and rollout speed across the plants you intend to expand to.
References & Further Reading
1. Industria Nacional de Autopartes (INA). Mexico auto parts industry statistics and outlook. https://ina.com.mx/
2. Instituto Nacional de Estadistica y Geografia (INEGI). Mexico manufacturing and automotive industry indicators. https://www.inegi.org.mx/
3. International Federation of Robotics. World Robotics 2024. https://ifr.org/
4. Frost & Sullivan. Market Research on Global Commercial Service Robotics (2023). https://www.frostchina.com/en/content/insight/detail/66b96cfadce2a58aa58ac492
5. Pudu Robotics. PUDU T300 industrial autonomous mobile robot. https://www.pudurobotics.com/en/products/pudut300
6. Pudu Robotics. Smart manufacturing case study, multi-robot collaboration. https://www.pudurobotics.com/en/case-studies/pudu-tri-robot-battery
